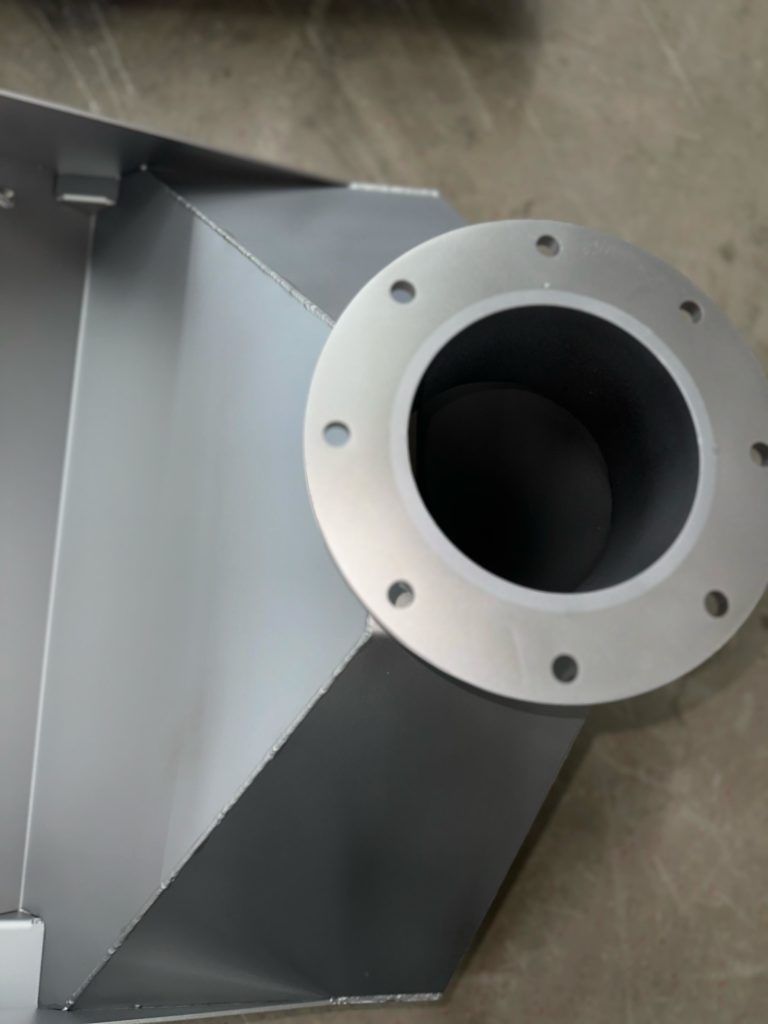


Glasperlenstrahlen
erzeugen beim Auftreffen auf die Metalloberfläche winzige Einschläge von denen jeder Einzelne wie ein Hohlspiegel wirkt. Bei jedem Einschlag wird die Bauteiloberfläche dabei plastisch verformt. Dadurch zeigen glasperlgestrahlte Teile einen schönen metallischen, silbrig-diffusen Glanz und eine homogene Oberfläche. Diese Eigenschaft lässt sich nutzen, um Reflektionen zu verhindern. Gleichzeitig wirkt aber die, durch die plastische Verformung eingebrachte, Druckeigenspannung auf die Form des Bauteils.
Vorteile des Glasperlenstrahlens
- Sehr geringe Staubbelastung
- Farbe und Rost werden zugleich entfernt
- Schöne gleichmäßig matte Oberfläche
- Durch die runde Form der Glasperlen ist eine feine Oberfläche gegeben
- Schnelle Ergebnisse
- Mehrfach verwendbar
- Eisenfrei – daher für Edel- und Sonderstähle sowie NE-Metalle (Schweißnähte) geeignet
Strahlt man mit Glasperlen auf ein z.B. DIN A4 großes, 1mm dickes Blech, so liegt dieses nach dem Strahlen nur noch mit den vier Ecken auf. Die Mitte hat sich in Abhängigkeit von Strahldruck und Korngröße um bis zu 1,5 cm zur Düse hin angehoben. Die Krümmung ist dabei abhängig von der Strahlintensität. Strahlt man anschließend auch die Rückseite mit der gleichen Intensität, so heben sich die Druckeigenspannungen von Vorder- und Rückseite gegenseitig auf. Das Blech ist jetzt wieder gerade.
Kurze Bearbeitungszeiten sind also anzustreben. Sie wirken sich günstig auf die Verformung, aber auch auf die Kosten aus.
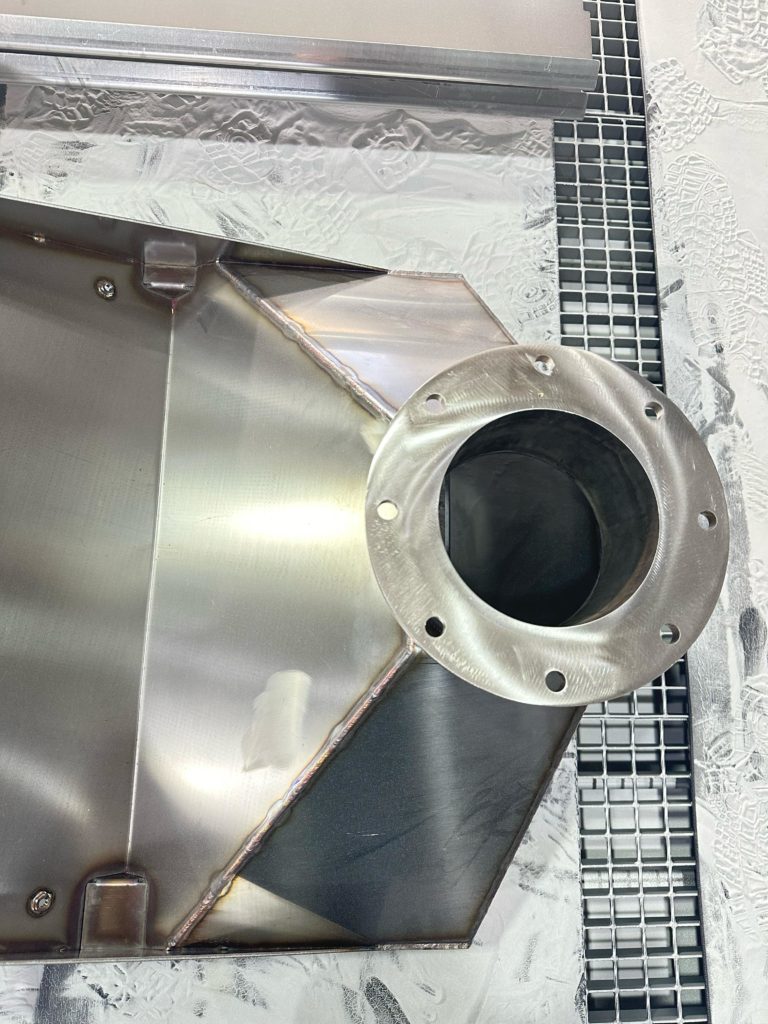
Das Glasperlstrahlen übernimmt zwei Aufgaben: die Reinigung des Bauteils und das Erzeugen einer Struktur auf der Oberfläche. Kann das Reinigungsstrahlen entfallen, weil das Bauteil bereits sauber angeliefert wird, hat man die kürzesten Strahlzeiten. Die besten Ergebnisse und die kürzesten Bearbeitungszeiten erzielt man an gebeizten Oberflächen. Bauteile mit Schweißverfärbungen, Chargenaufdrucken, Schleifspuren und Fingerabdrücken benötigen die längsten Strahlzeiten.
Hat das Bauteil schon vor dem Glasperlstrahlen eine homogene und saubere Oberfläche, so muss nur noch die Struktur eingebracht werden.
Fazit: Liefern Sie dünnwandige Blechbauteile möglichst sauber und vor allem fettfrei und ohne Fingerabdrücke, am besten gebeizt an.
-
Getrennte Kabinen, zum Sandstrahlen und Glasperlstrahlen
-
Beide Kabinen sind mit Clemco Strahlanlagen ausgerüstet
-
Strahlung beim Glasperlstrahlen, mit Glasperlen 90–150 µm, wo wir im mittleren Bereich der möglichen Korngröße sind
-
I. Strahlkabine: 6 x 5 x 3 m
-
II. Strahlkabine: 6 x 2,5 x 2,5 m